






首先是利用運輸中的“集裝箱”概念,產生了集裝機械密封。這種密封的旋轉和靜止部分在安裝前預裝成一整體,經檢查和試壓合格后套裝在軸封箱內軸上,用緊定螺釘固定在軸上,上緊壓蓋螺栓,拆除集裝定位片,機械密封就可以處于平行面工作狀態,投入運轉。

這樣不僅容易裝配而且保證裝配質量。焊接金屬波紋管機械密封均做成集裝機械密封,就具有上述優點。
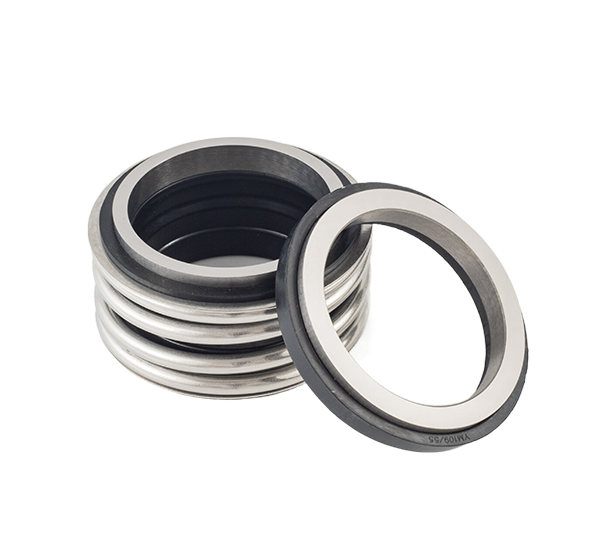
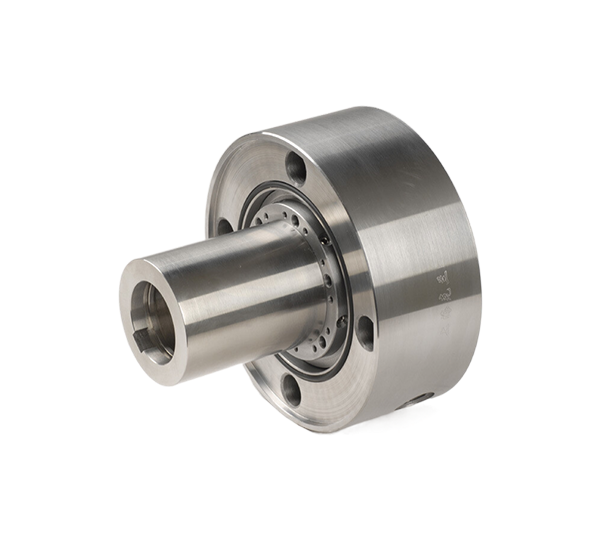
卡式密封也是一種集裝式機械密封。這種密封的靜環、動環、軸套與壓蓋和輔助密封在安裝前用一軸套都集裝在一起,便于檢查裝配質量。檢查合格后只要把緊密封蓋、固緊螺釘即可。這樣事先組裝、檢查和試驗的密封組件,容易保證安裝和裝配質量。這種集裝機械密封具有下列特點:
(1)安裝時無需測量密封工作長度;
(2)軸可以隨時調整;
(3)不會發生啟動時泄漏問題,因為密封件已預先測試過;
(4)安裝時只需套裝把緊密封蓋螺栓,裝配質量容易保證;
(5)在安裝或起動以前保護密封面不受雜物污染或因操作失誤而損壞;
(6)機器設備熱膨脹后可以重調;
(7)利用配合可以自定中心;
(8)容易取出密封件清洗和檢查,而無需拆卸機泵設備。API682標準中推薦了所有機械密封采用集裝式機械密封。
集裝機械密封的安裝過程:
1、 確認設備介質的工作參數是否與所裝密封的技術參數符合。潤滑軸與O形圈并將機封套在軸上。
2、用清潔的潤滑油涂抹機封上的O形圈, 以及軸上O形圈通過處, 通過推動鎖緊環實現機封在軸上滑入。
3、對稱均勻擰緊集裝式機械密封的壓蓋, 務必確認已擰緊。
4、均勻擰緊機封固定環上的內六角鎖緊螺釘,直至緊固。
5、拆去三個定位塊并保存好。
6、沿軸轉動方向轉動軸, 確定機封運轉是否輕松平穩, 并聽聽機封、密封腔內有無異響, 如有需拆卸機封, 重新安裝。
7、在設備啟動前, 采取一切必要的預防措施,防止集裝機械密封在密封運轉時發生干摩擦。